Page History
Finding quality machining parameters is a complex but necessary process for successful machining projects.
New User Machining Parameters
The new user machining parameters are tuned to lighter machining as new users build trouble-shooting skills.General Use Machining Parameters
| Embedded Google Drive File | ||||
|---|---|---|---|---|
|
New User Machining Parameters
The new user machining parameters are tuned to lighter machining as new users build trouble-shooting skills.
| Embedded Google Drive File | ||||
|---|---|---|---|---|
|
Machining Parameter Calculation
Machine Inputs
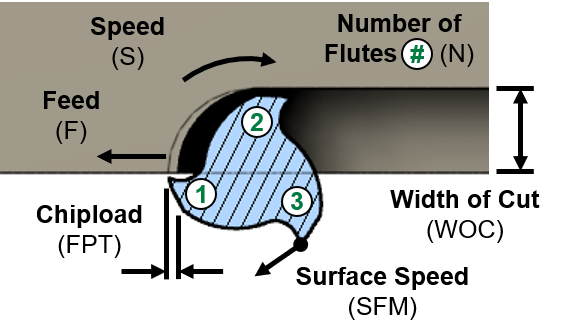
Speed
- S [RPM] (revolutions per minute)
- Rotational speed of the spindle.
Feed
- F [in/min. or mm/min.]
- Linear speed that the cutting tool moves during cutting operations.
Tool Parameters
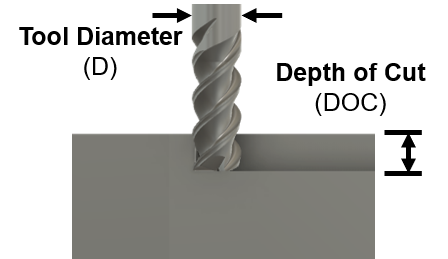
Diameter
- D [in. or mm]
- The outside diameter (OD) of the cutting tool.
Number of Flutes
- N (integer)
- The number of cutting edges on the tool.
Machining Parameters
Depth of Cut
- DOC [in. or mm] (< 200% D)
- Axial depth of tool removing material.
Width of Cut
- WOC [in. or mm] (5% D < WOC < 95% D)
- Radial width of tool removing material.
Surface Speed
- SFM [ft/min. or m/min.] (surface feet per minute)
- Linear speed at the tool cutting edge.
Chipload
- FPT [in. or mm] (feed per tooth)
- The distanced advanced by the tool between cutting edges.
Chipload (Drilling and Plunging)
- FPR [in. or mm] (feed per revolution)
- The distanced advanced by the tool each revolution.
Calculations
Surface Speed to Speed
| Imperial | S = SFM / ((D / 12) * pi) |
| Metric | S = SFM / (D / 1000) * pi) |
Chipload to Feed
| Milling | F = S * FPT * N |
Drilling and Plunging | Fp = S* FPR |